

Cloud ERP for Manufacturing: A Smarter Move Beyond Legacy Systems
For decades, the lifeblood of a factory was its on-premises ERP. It sat in a server room, handled the procurement, and kept the books balanced. Back then, it was cutting-edge. Today? It’s likely the biggest bottleneck in your building. As supply chains get more chaotic and production cycles shrink, these old platforms are gasping for air. This is exactly why cloud ERP for manufacturing has shifted from a “maybe next year” conversation to a “must-have right now” reality.
The factory floor has changed. We’re dealing with multi-plant chaos, global supplier networks that can shift overnight, and customers who want everything yesterday. The legacy ERP replacement trend isn’t just a fad; it’s a survival tactic. Those old systems were built for a predictable world that simply doesn’t exist anymore. They’re rigid, they’re expensive to patch, and they’ve been customized so many times that nobody knows how to upgrade them without breaking the whole thing.
At the same time, we’re seeing a massive push for manufacturing digital transformation. You can’t run a smart factory with IoT-enabled sensors and high-end analytics if your brain is a 20-year-old server. Traditional manufacturing ERP software just can’t keep up with the demand for real-time data.
In this guide, we’re digging into why cloud ERP for manufacturers is the new gold standard. It’s not just about where the software is “hosted,” it’s about building a business that is agile enough to compete in 2026.
The Real Cost of Doing Nothing: The Strain of Legacy Systems
Let’s be honest: most manufacturing ERP migration projects happen because the old system finally hit a wall. When things were stable, those centralized, on-premises boxes were enough. Now, they’re just creating friction.
If you’re seeing these red flags, you’re likely overdue for a legacy ERP replacement:
- Your maintenance and hardware bills are through the roof.
- You’re “trapped” by custom code that prevents upgrades.
- Your shop-floor tech won’t talk to your office software.
- The user interface looks like it belongs in the 90s.
- You can’t add a new plant to the system without a year of planning.
When you spend more time babysitting your server than improving your output, you’ve lost the plot. This imbalance is the primary catalyst driving ERP modernization for manufacturing. Your IT team should be helping you innovate, not acting as a “hospice” for dying hardware.
What “Cloud-Native” Actually Means for the Shop Floor
There’s a huge difference between “hosting” an old system and using true, cloud-native manufacturing ERP solutions. A real cloud system is built as a service. It’s modular, it updates itself, and it doesn’t care what hardware you’re running.
Here are the reasons why cloud-based ERP systems change the game:
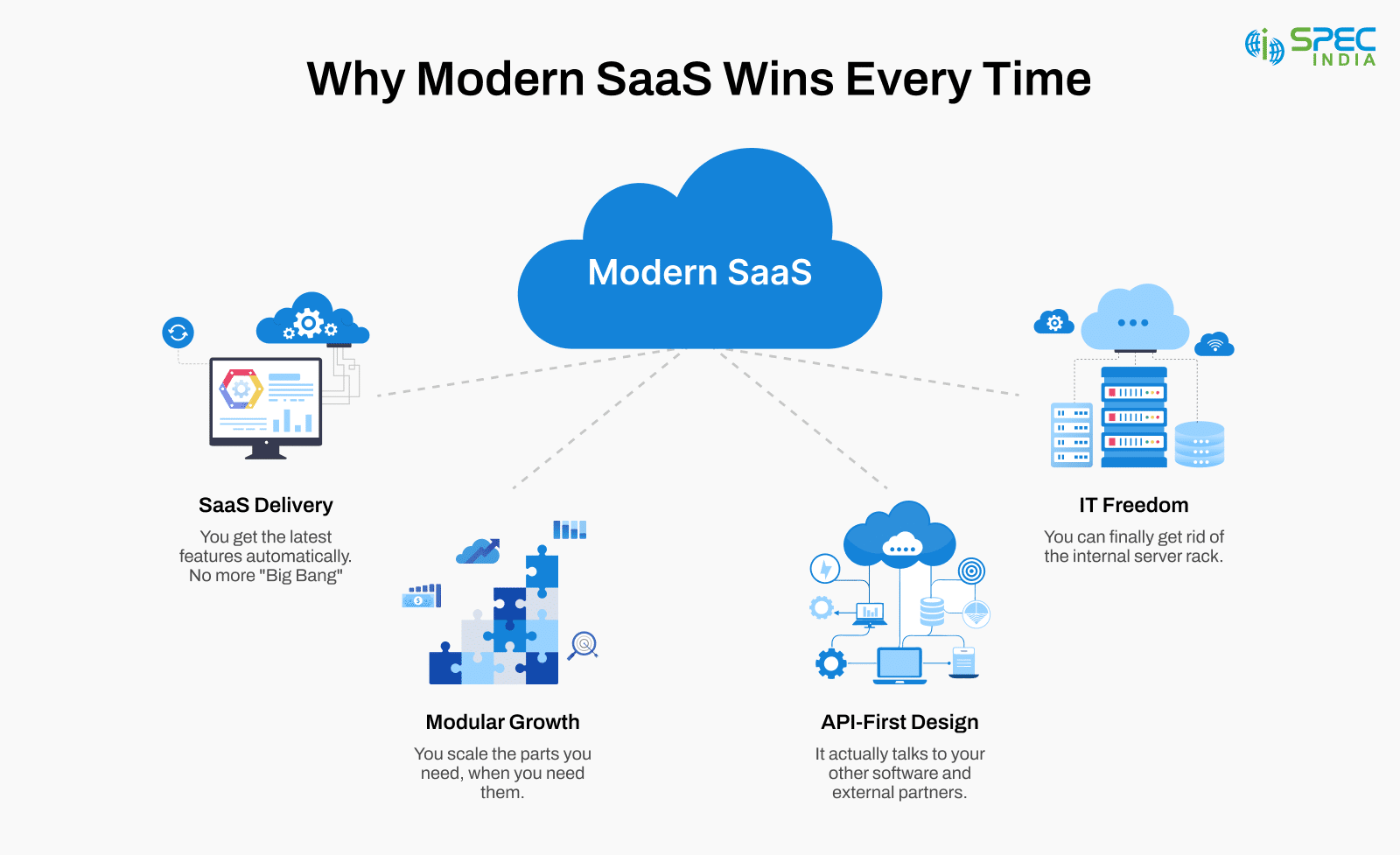
For most firms, cloud ERP for manufacturing means you can deploy new tricks in weeks, not years. You stop accumulating “technical debt” and start using configurable workflows that support your growth, rather than strangling it.
Why Agility is the Only Strategic Move Left
The move toward ERP modernization for manufacturing isn’t just about the tech; it’s about the “how.” Modern production is too fast for the old ways.
- Seeing the Floor in Real-Time, you need to know your output and downtime now, not next Tuesday. Cloud-based manufacturing ERP software gives you that instant heartbeat. You can monitor quality and respond to machine hiccups before they ruin a whole batch.
- Taming the Supply Chain Monster Global disruptions are the “new normal.” You need to manage supplier shifts and logistics delays on the fly. Modern manufacturing ERP solutions provide unified dashboards that allow for scenario-based planning. If a supplier fails, you need to know your Plan B instantly.
- Standardizing Across the Map If you run multiple plants, you can’t have every site “doing its own thing.” A centralized cloud ERP for manufacturers allows for uniform governance. You get consolidated reporting across all sites, making compliance and management much less painful.
- The Mobile Workforce: Your supervisors and procurement leads aren’t tethered to a desk. They need secure, on-demand visibility from their phones or tablets. Whether it’s through custom mobile ERP development or native cloud apps, your team needs to collaborate from the floor, the warehouse, or the airport.
Why CFOs and Visionaries Finally Want to Invest in ERP
Let’s be real: nobody wants to spend money on software just for the sake of it. When leaders decide to invest in ERP for manufacturing, it’s usually because the financial “bleeding” from old systems has become impossible to ignore. Shifting to the cloud isn’t just a tech move; it’s a complete overhaul of how you spend your capital.
From a pure dollars-and-cents perspective, the switch to cloud ERP for manufacturing turns those massive, scary hardware bills into predictable, month-to-month costs. You stop paying for a server room that eats electricity and start paying for a service that grows with you. This moves your IT costs from “Capital Expenses” to “Operating Expenses,” which is music to a CFO’s ears because it frees up cash for actual growth.
Strategically, this is the backbone of any serious manufacturing digital transformation. You can’t expect to play with high-end AI or automation if your core system is stuck in the past. Modernizing allows you to plug in new tools without needing a massive team of developers to “brute force” the integration.
The Common Pitfalls of Manufacturing ERP Migration
Let’s not sugarcoat it: moving your entire brain to a new platform is a heavy lift. A manufacturing ERP migration isn’t just about moving files; it’s about changing the habits of every person on your shop floor. If you don’t plan for the “messy” parts, the risks will swallow the benefits.
The “Big Four” headaches we see in every project:
1. The Data Disaster: Your old system is likely full of “garbage” data, duplicate parts, ancient inventory records, and custom tables that nobody remembers building. Cleaning this up is the hardest part of any legacy ERP replacement.
2. Shop-Floor Chaos: Your ERP must talk to your sensors, your quality tools, and your machines (SCADA/IoT). If that connection breaks during the move, production stops. This is why you need a phased approach.
3. The Downtime Fear: You can’t just turn off the factory for a week. Minimizing disruption is the top priority.
4. The “Human” Factor: If your operators hate the new screen, they won’t use it. Change management is just as vital as the code itself.
Navigating this requires more than just a software vendor; it requires cloud ERP implementation services that know what it’s like to stand on a greasy factory floor.
ERP Implementation for Manufacturing: The Cloud Difference
The old way of doing things involved multi-year projects and a lot of expensive hardware. Cloud-based ERP implementation for manufacturing is a different animal. It’s faster, leaner, and focused on “how do we work better?” rather than “how do we fix the server?”
By leveraging cloud ERP implementation services, you can roll things out in stages, maybe start with finance, then move to inventory, then hit the advanced analytics. This “Lego-brick” approach reduces the risk of a total system shock and lets your team get used to the new reality at a manageable pace.
When Custom ERP for Manufacturers is the Right Call
Most cloud systems do about 80% of what you need out of the box. But if you have a highly specialized process, a unique scheduling approach, or a quirky regulatory requirement, you might need a custom ERP for manufacturers.
The trick is to be smart about it. If you over-customize, you’re just building another rigid cage for yourself. We recommend focusing on “Strategic Customization.” This might mean building custom mobile ERP software, so your floor supervisors can track output on their tablets, or creating a niche connector for a specific piece of machinery. The goal is to extend the system, not rebuild it from scratch. This is where high-quality manufacturing software development services really earn their keep.
How to Tackle ERP Procurement Without Losing Your Mind
Choosing a new platform is easily one of the most stressful calls a manufacturing leader has to make. If you mess up the ERP procurement phase, you aren’t just buying bad software; you’re locking your company into a rigid cage for the next ten years. On the flip side, a strategic selection sets the stage for a decade of growth.
The mistake most people make. Falling for the “feature-list” trap. You need to look past the flashy marketing demos and focus on whether the system matches the grit of your shop floor.
1. Ops First, Software Second: Before you even look at a vendor, get honest about your mess. How complex is your production model? Do your plants talk to each other? If your manufacturing ERP software selection is driven by a sales deck instead of your actual operational strategy, you’ve already lost.
2. The Ecosystem Test: A modern system must be “open.” Can it handle custom mobile ERP development? Does it play well with your existing sensors? A vendor with a strong cloud ecosystem is almost always a better bet than a standalone legacy dinosaur.
3. Don’t Over-Customize: We always tell clients, if you can configure it, don’t customize it. The moment you start hacking the core code of your manufacturing ERP solutions, you’re creating “technical debt” that will haunt you during every future upgrade.
4. The “Real” Cost of Ownership: Yes, cloud ERP for manufacturing kills your hardware bills, but you need to look at the full picture. Between subscription fees, cloud ERP implementation services, and long-term support, make sure you know exactly what the “price of agility” looks like over five years.
Turning Your ERP from a Burden into a Weapon
The manufacturing world has moved faster in the last few years than it did in the previous thirty. Between global supply chain meltdowns and the rise of automation, the “old way” of doing things has been completely exposed. The legacy ERP replacement wave isn’t happening just because the old boxes are dusty; it’s happening because they are actively stopping companies from growing.
Cloud ERP for manufacturing isn’t just about moving your data to someone else’s server. It’s about finally having a “pulse” on your business. It’s about multi-plant coordination, mobile access for your supervisors, and a system that welcomes new technology rather than fights it. It turns your ERP from a constant maintenance headache into a strategic engine.
Sure, a manufacturing ERP migration is a heavy lift and can be disruptive in the short term, but the “cost of doing nothing” is much higher. You gain the scalability and governance that simply aren’t possible on a legacy box.
At the end of the day, the move to cloud-based ERP systems reflects a massive shift in how we think about the factory. Your ERP is no longer just a digital filing cabinet for your records; it is the operational backbone that holds your production, finance, and analytics together. The manufacturers who treat ERP modernization for manufacturing as a strategic priority will be the ones left standing in this new, high-speed industrial era.
Frequently Asked Questions
Honestly, it’s because those old systems have become more of a ball and chain than a tool. When you’re spending all your time and budget just trying to keep an aging server from crashing, you can't innovate. Between the massive maintenance bills and the fact that they don't play well with modern tech, legacy platforms are just too rigid. If you want to scale or manage a complex supply chain in 2026, a legacy ERP replacement is usually the only way to stop the bleeding.
It’s all about getting the right data at the right time. Moving to a cloud ERP for manufacturing means you aren't waiting for a weekly report to find out something went wrong on Tuesday. You get a live "heartbeat" of your production and inventory. Because it’s modular and updates itself, you spend less time on system downtime and more time standardizing your workflows across different plants. It turns your manufacturing ERP software into a speed-enabler rather than a drag.
It's a common fear, but the reality is that major cloud ERP for manufacturers providers spend more on security than any single factory could ever dream of. We’re talking about military-grade encryption, automated backups, and constant monitoring. Instead of hoping your internal server room is safe from a breach, you're leaning on a massive security infrastructure that’s built specifically to protect sensitive manufacturing ERP solutions.
The big wins are usually the ones you feel immediately: lower hardware costs, the ability to scale up without a headache, and finally seeing what’s happening on the floor in real-time. It’s the foundational piece of a manufacturing digital transformation. By pulling your finance, production, and supply chain into one cloud-based ERP system environment, you stop managing "silos" and start managing a unified business.
Absolutely, and it must. Most modern manufacturing ERP solutions are built with an "API-first" mindset. They are designed to plug right into your existing SCADA, MES, or IoT sensors. This means you don't have to throw away the shop-floor tech that’s already working; you just give it a smarter "brain" to talk to through manufacturing software development services.
Let’s not sugarcoat it: a manufacturing ERP migration is a heavy lift. The biggest hurdles are usually "messy" legacy data, complicated integrations, and the human side of change. People hate changing their workflows. To avoid a total production shutdown, you need a phased rollout and some serious cloud ERP implementation services to guide the way. It’s about 20% tech and 80% planning and training.
SPEC INDIA is your trusted partner for AI-driven software solutions, with proven expertise in digital transformation and innovative technology services. We deliver secure, reliable, and high-quality IT solutions to clients worldwide. As an ISO/IEC 27001:2022 certified company, we follow the highest standards for data security and quality. Our team applies proven project management methods, flexible engagement models, and modern infrastructure to deliver outstanding results. With skilled professionals and years of experience, we turn ideas into impactful solutions that drive business growth.
Table of contents
- The Real Cost of Doing Nothing: The Strain of Legacy Systems
- What "Cloud-Native" Actually Means for the Shop Floor
- Why Agility is the Only Strategic Move Left
- Why CFOs and Visionaries Finally Want to Invest in ERP
- The Common Pitfalls of Manufacturing ERP Migration
- ERP Implementation for Manufacturing: The Cloud Difference
- When Custom ERP for Manufacturers is the Right Call
- How to Tackle ERP Procurement Without Losing Your Mind
- Turning Your ERP from a Burden into a Weapon
Delivering Digital Outcomes To Accelerate Growth
Let’s TalkTable of contents
- The Real Cost of Doing Nothing: The Strain of Legacy Systems
- What "Cloud-Native" Actually Means for the Shop Floor
- Why Agility is the Only Strategic Move Left
- Why CFOs and Visionaries Finally Want to Invest in ERP
- The Common Pitfalls of Manufacturing ERP Migration
- ERP Implementation for Manufacturing: The Cloud Difference
- When Custom ERP for Manufacturers is the Right Call
- How to Tackle ERP Procurement Without Losing Your Mind
- Turning Your ERP from a Burden into a Weapon
Delivering Digital Outcomes To Accelerate Growth
Let’s TalkRelated Blogs



Let’s get in touch!
India
SPEC House, Parth Complex, Near Swastik Cross Roads, Navarangpura, Ahmedabad 380009, INDIA.
-
 +91-79-26404031, 32-33-34
+91-79-26404031, 32-33-34 -
 [email protected]
[email protected]
